
Gas-Solid reaction
“Gas-solid reactions” are heterogeneous reactions in which a gas is placed in contact with a solid, reacts with it and converts it into an end product.
HECO technology can be used in the following gas-solid reaction processes, among others:
- Carbonation
- Nitrogenation
- Metal sulphide toasting
- Obtaining metals
- Catalytic reactions
The reactor has a characteristic movement which enhances gas transfer through the solid used in the reaction, increasing the amount of product converted and reducing the material holding times needed. This means more output with no need for the reagent recirculation usually required in other technologies, thus simplifying the process, reducing its cost and increasing its profitability.

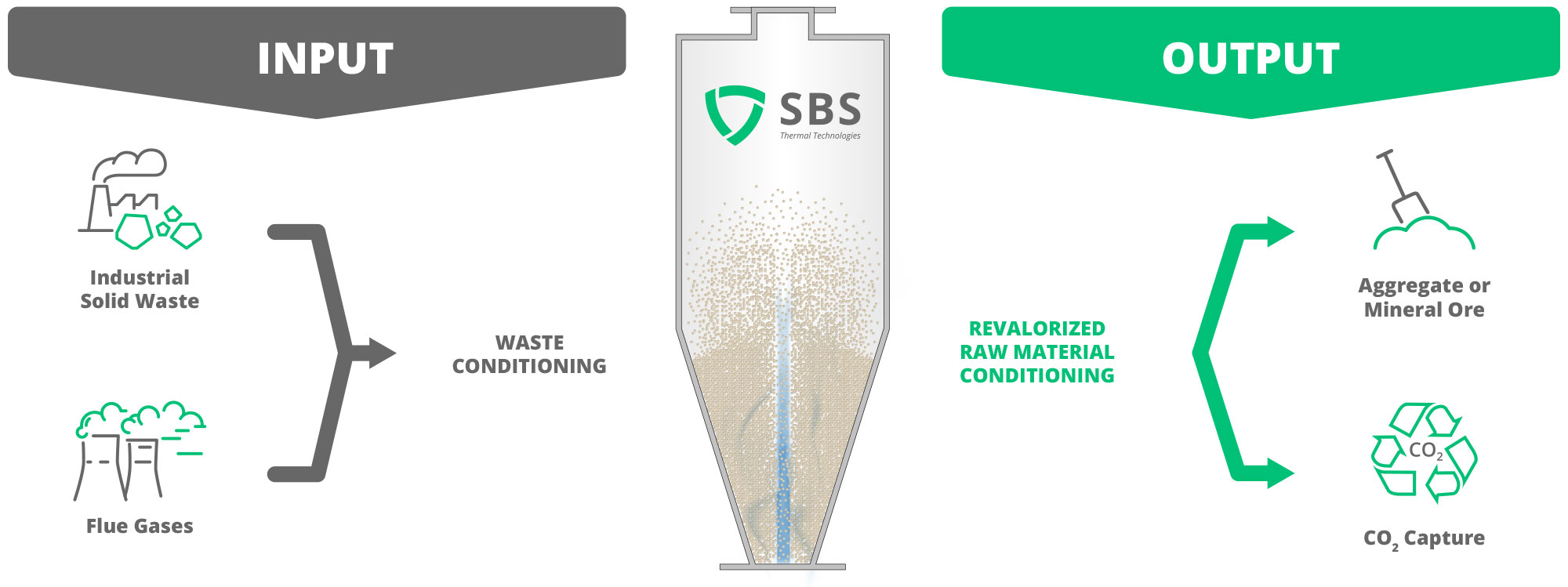
CO2 Capture
In carbonation reactions, one of the main applications is the capture of CO2 on alkaline solids (ores, waste, etc.).
This application helps reduce CO2 emissions from production plants and at the same time enables certain industrial waste to be transformed into products which can be reused in the economy.
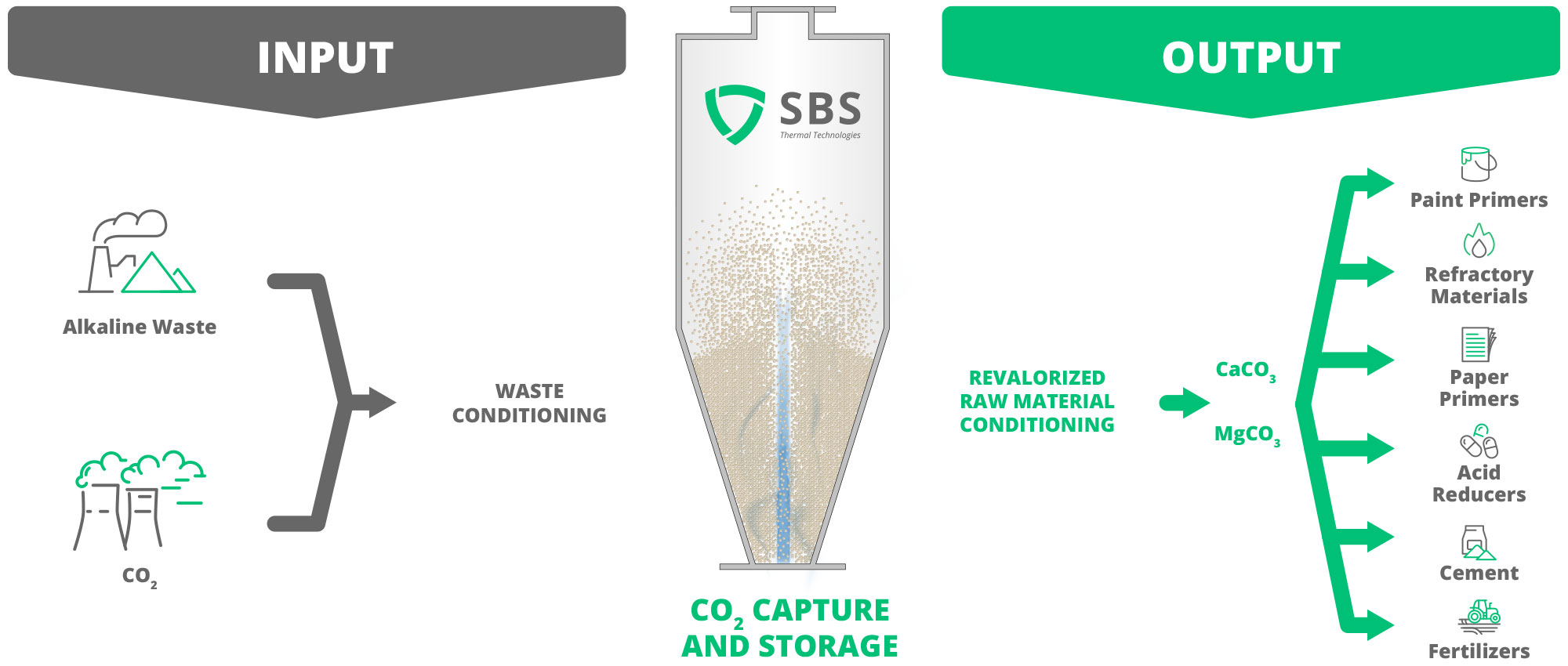
SBS has developed a CO2 capture process with its HECO technology that places stack combustion fumes in contact with alkaline waste (from RCDs, steel shop slag, incineration slag, etc.). The resulting products can be used to produce fertilisers, cement and paint primers, among other things. This process can reduce CO2 emissions up to 40% and can provide products that can be reused in, for instance, the cement and paper-making industries.
CO2 capture from waste
Carbon capture is becoming a matter of increasing interest for industry as it seeks to cut back emissions. The cement industry is now trying out projects to valorise waste and capture CO2 at the same time. Such processes could be implemented at industrial plants of other types such as incinerators and steel mills, among others.
At waste incineration plants, carbon capture could help reduce levels of pollution and move towards more sustainable energy valorisation.

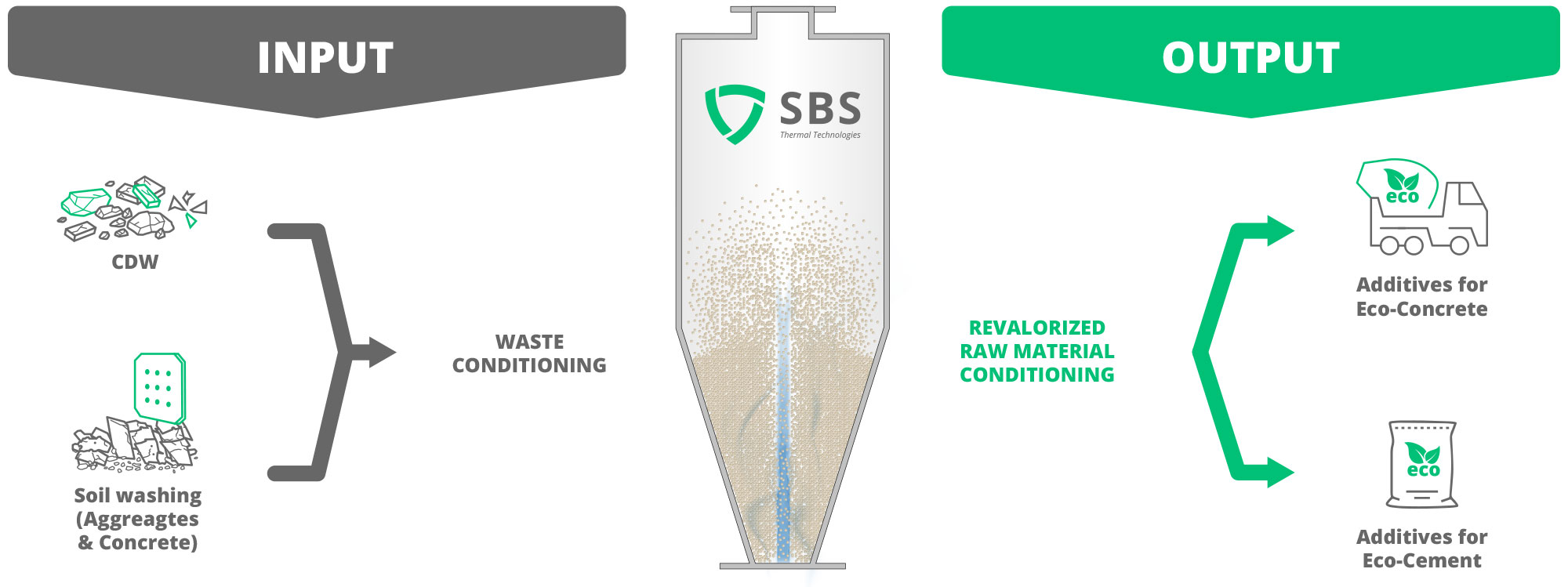
Sand activation
Increased urbanisation and infrastructure development have led to demand for sand trebling in the past 20 years. Taken together with commitments by industry to reduce its carbon footprint, this has driven a search for alternative technologies to help activate sand by treating CDW.
HECO technology brings numerous innovations to the sand activation process. On the one hand the characteristic, strong circular movement of particles in the HECO contactor makes for more efficient contact between gases and solids, which increases reaction kinetics and drying, with shorter hold times for solids in the reactor. On the other, that movement decreases agglomeration and the internal design of the system can be adapted to maximise wear, with no internal or external mechanical parts. This facilitates the release of reactant material from the particles and improves elimination.